03.26
03.26
 Unknown
Unknown

Classification of coal quality are generally divided into
two, namely the division in this scientifically based pembatubaraaan level, and
the division based on the intended use.Based on sequence pembatubaraannya, coal
is divided into a young coal (brown coal or lignite), sub-bituminous,
bituminous, and anthracite. While based on the intended use, divided into
coal steam coal (steam coal), coal coke (coking coal or metallurgical coal),
and anthracite.Steam coal is coal which use the most extensive scale.
Based on the method, be using steam coal consist of direct
utilization of coal that meets certain specifications used immediately after
going through the process of crushing (crushing / milling) as the first coal
power plant, then use the first process to facilitate handling (handling) such
as CWM (Coal Water Slurry), COM (Coal Oil Mixture), and CCS (Coal
Cartridge System), and then pemanfataan through a conversion process such as
gasification and liquefaction of coalIn the coal power plant, the fuel used is
coal steam which consists of sub-bituminous and bituminous class. Lignite
also started to get a place as a fuel in power plant lately, along with the
development of technology that can accommodate the generation of low-quality
coal.

Figure 1. Electric generation scheme on coal power
plant
(Source: The Coal Resource, 2004)
At the power plant, coal is burned in the boiler produces
heat which is used to change the water in the pipe that is passed in the boiler
into steam, which then is used to drive turbines and generators
rotate. Electricity generation in power plant performance is largely
determined by the thermal efficiency in coal combustion process, because in
addition to an effect on the efficiency of generation, can also lower the cost
of generation. Then in terms of environment, it is known that the amount
of CO2 emissions per unit of calories from coal is the highest when compared
with other fossil fuels, with a comparison to coal, oil, and gas is
5:4:3. So based on trials that get the results that the increase in
thermal efficiency by 1% will be able to reduce CO2 emissions by 2.5%, then the
thermal efficiency will be improved significantly reduce the environmental
burden caused by burning coal.Therefore, it can be said that the combustion
technology (combustion technology) is a major theme in the effort to increase
coal utilization efficiency is directly at the same time anticipating the
future environmental issues.Basically the method of burning the plant is
divided into three, namely the burning of a layer of fixed (fixed bed
combustion), the burning of coal powder (pulverized coal combustion / PCC), and
the burning of a floating layer (fluidized bed combustion / FBC). Figure 3
below shows the type - the type of boiler used for each - each combustion
method.Figure 2. A typical boiler by combustion method(Source: Idemitsu Kosan
Co.., Ltd.)Combustion Layer FixedCoating method still uses stoker boiler for
combustion processes. As the fuel is coal with ash content that is not too
low and the maximum size of about 30mm. In addition, because of the
limitation of coal grain size distribution is used, it is necessary to reduce
the amount of fine coal that come mixed into coal. The reason does not use
coal with ash content is too low is because the method of this combustion, coal
is burned on top of a thick ash layer formed on the lattice of fire (fire
traveling grate) in stoker boilers. If levels of very little ash, ash
layer will not be formed on the lattice so that combustion will occur directly
on the lattice, which can cause severe damage in that section. Therefore, the
ash content of coal is preferred for this type of boiler is about
10-15%. The minimum thick layer of ash that is needed for combustion is
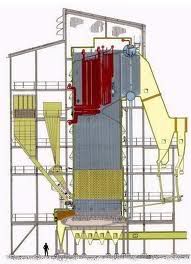
5cm.Figure 3. Stoker Boiler(Source: Idemitsu Kosan Co.., Ltd.)In this
stoker combustion, ash from burning of small amounts of fly ash, only about 30%
of the total. Then with an effort such as the burning of two levels of
NOx, NOx levels can be lowered to about 250-300 ppm. Meanwhile, to reduce
SOx, still needed additional facilities such as flue gas desulfurization equipment.Combustion
of Coal Powder (Pulverized Coal Combustion / PCC)Today, most especially the
large-capacity power plant is still using the PCC method on the combustion of
fuel. This is because the PCC system is a proven technology and has a high
level of reliability. Efforts to improve plant performance is mainly done
by increasing the temperature and pressure of the steam produced during the
combustion process.Development starts from the sub-critical steam, then
super-critical steam, steam and ultra super critical (USC). As an example
of USC power plant which uses technology is generating no. 1 and 2 belong
to J-Power in Tachibana Bay, Japan, which boilernya respectively - each with a
capacity of 1050 MW Babcock made by Hitachi. The resulting vapor pressure
is 25 MPa (254.93 kgf/cm2) and the temperature reached 600 ℃ / 610
℃
(1 stage reheat cycles). The development of steam conditions and graph
generation efficiency improvement at PCC is shown in figure 4 in below.Figure
4. The development of steam power plant conditions(Source: Clean Coal
Technologies in Japan ,
2005)At PCC, crushed coal by using coal PULVERIZER used (coal mill) up to a 200
mesh (74μm diameter), and then together - the same with the combustion air is
sprayed into the boiler to be burned. Combustion method is sensitive to
the quality of coal being used, especially the nature ketergerusan
(grindability), slagging properties, properties fauling, and water content
(moisture content). Coal is preferred for PCC boilers that have properties
ketergerusan with HGI (Hardgrove Grindability Index) above 40 and the water
content of less than 30%, and the ratio of fuel (fuel ratio) is less than
2. Combustion with the PCC method will produce ash which consists itself
of clinker ash as much as 15% and the rest of the fly ash.Figure 5. PCC
Boiler(Source: Idemitsu Kosan Co.., Ltd.)...
When done burning, nitrogen compounds present in coal will oxidize to form the so-called fuel NOx NOx, whereas nitrogen in the combustion air will oxidize to form NOx too high temperature is called thermal NOx. In total NOx emissions in flue gas, fuel NOx content reaches 80-90%. To overcome this NOx, denitrasi action (de-NOx) in the boiler during the combustion process takes place, by utilizing the properties of NOx reduction in coal.Figure 6. Denitrasi process in PCC boilers(Source: Coal Science Handbook, 2005)In the combustion process, the speed of injection of coal powder and air mixture into the boiler is reduced so that the ignition and combustion of fuel also slows. It can lower the combustion temperature, which resulted in decreased levels of thermal NOx.In addition, as shown in Figure 6 above, the fuel is not all feed into the main combustion zone, but some included in the section on the upper main burner. NOx is produced from primary pembakara subsequently burned through 2 levels. In the reduction zone which is a first-degree arson or arson is also called reduction (reducing combustion), nitrogen content in the fuel is converted to N2. Next, do a second degree burning or combustion oxidation (oxidizing combustion), the form of complete combustion in the combustion zone. With this action, NOx in exhaust gas can be compressed up to 150-200 ppm. As for the desulfurization still requires additional equipment ie flue gas desulfurization equipment.Floating layer combustion (Fluidized Bed Combustion / FBC)In the combustion method FBC, coal crushed first by using the maximum-sized crusher to 25mm. Unlike combustion using coal stoker who put on the lattice heat during combustion or spray PCC method of coal and air mixture during combustion, coal grains kept in a floating position, by passing a certain wind speed from the bottom of the boiler. The balance between the upward push of the wind and gravity will keep the grains of coal remain in the floating position so as to form a layer of a fluid is always moving. This condition will cause the fuel combustion is more perfect because of the position of coal is always changing so that air circulation can be run properly and sufficient for the combustion process.Due to the nature of such combustion, the fuel specification requirements that will be used for the FBC is not as restrictive as in other combustion methods. In general, there are no special restrictions for levels of fly substances (volatile matter), the ratio of fuel (fuel ratio) and ash content. In fact all kinds, including low rank coal can be burned with either though using the method of this FBC. Only when the coal will be incorporated into the boiler, the water content attached to the surface (free moisture) are expected to not more than 4%. In addition to the above advantages, the value added of the FBC method is a tool used coal crusher is not too complicated, and the size of the boiler can be reduced and made compact.When the combustion temperature in the PCC is around 1400 - 1500 ℃, then the FBC, the combustion temperature range between 850-900 ℃ course so that the levels of thermal NOx that arise can be suppressed. In addition, the mechanism of combustion of 2 levels as in the PCC, the total NOx levels can be reduced again.Then, when the desulfurization equipment is still required for the handling of SOx in combustion method fixed and PCC, then at FBC, desulfurization can occur simultaneously with the combustion process in boilers. This is done by mixing limestone (lime stone, CaCO3) and the coal then simultaneously inserted into the boiler. SOx produced during the combustion process, will react with lime to form gypsum (calcium sulfate). In addition to the desulfurization process, limestone also serves as a medium for the fluidized bed due to its software so that the pipe heater (heat exchanger tubes) is installed in the boiler is not easy to wear.Figure 7. A typical FBC boiler(Source: Coal Science Handbook, 2005)Based on the working mechanism of combustion, the method is divided into two namely Bubbling FBC FBC and circulating FBC (CFBC), as shown in Figure 7 above. It could be argued that the Bubbling FBC FBC is a basic principle, while the CFBC is development.In CFBC, there is another tool installed on a boiler is a high temperature cyclone. Fluidized bed of media particles that have not reacted and unburned coal which flew with the flow of exhaust gas will be separated in the cyclone is then channeled back to the boiler. Through this circulation process, fluidized bed height can be maintained, denitrasi process may take more optimal, and higher combustion efficiency can be achieved. Therefore, in addition to low-quality coal, materials such as biomass, sludge, plastics, and scrap tires can also be used as fuel in the CFBC. The ash residue almost entirely of fly ash with the flue gas flow, and will be arrested first by using the Electric Precipitator before the flue gas exit to the chimney (stack).Figure 8. CFBC Boiler(Source: Idemitsu Kosan Co.., Ltd.)At FBC, when the pressure inside the boiler the same as the outside air pressure, called the Atmospheric FBC (AFBC), whereas when the pressure is higher than the outside air pressure, about 1 MPa, called the pressurized FBC (PFBC).Combustion air pressure factors influence the development of this FBC technology. To Bubbling FBC develops from PFBC to Advanced PFBC (A-PFBC), while for CFBC thereafter developed into the Internal CFBC (ICFBC) and then pressurized ICFBC (PICFBC).PFBCIn PFBC, in addition to the heat generated is used to heat water into steam to turn a steam turbine, combustion gas is also produced which has a high pressure gas turbine that can play, so that using a PFBC power plant generation has a better efficiency compared to AFBC due to a combination of mechanisms (combined cycle) is. Gross value generation efficiency (gross efficiency) can reach 43%.In accordance with the principles of combustion in FBC, SOx produced at PFBC can be suppressed by the mechanism of desulfurization along with combustion in the boiler, while the NOx can be suppressed by combustion at relatively low temperatures (about 860 ℃) and the burning of 2 levels. Because the gases of combustion are used again by running into the gas turbine, the combustion ash that come flowing out along with the gas needs to be removed first. Use CTF (Ceramic Tube Filter) can effectively capture these ashes.Pressurized condition that produces a better combustion will automatically reduce levels of CO2 emissions so as to reduce the environmental burden.Figure 9. Working principle of PFBC(Source: Coal Note, 2001)To further improve thermal efficiency, gasification unit partially (partial gasifier), which uses gasification technology floating layer (fluidized bed gasification) was then added to the PFBC unit. With the combination of gasification technology is the effort to increase the temperature of the gas at the entrance (inlet) gas turbine allows it to be done.In the process of partial gasification in the gasifier, the carbon conversion is achieved is about 85%. This value can be increased to 100% through a combination with the oxidizing agent (oxidizer). Further development of PFBC is called the Advanced PFBC (A-PFBC), the working principle is shown in Figure 10 below. Efficiency of net generation (net efficiency) which produced the A-PFBC is very high, can reach 46%.Figure 10. The working principle of A-PFBC(Source: Coal Science Handbook, 2005)ICFBCSectional boilers ICFBC shown in figure 11 below.Figure 11. Sectional boilers ICFBC(Source: Coal Note, 2001)As shown in the figure, the main combustion chamber (primary combustion chamber) and the decision space heat (heat recovery chamber) separated by a barrier wall mounted sideways. Then, because the pipe heater (heat exchange tube) is not attached directly to the main combustion chamber, then no worries about wear and tear of the pipe so that the silica sand is used instead of limestone for FBC media. Limestone is still being used as a reducing agent, SOx, only the numbers pressed in accordance with the purposes only.At the bottom of the main combustion chamber windbox attached to the wind flow to the boiler, where the small-volume air flows through the middle to create the layer moves (moving bed) is weak, and large-volume air flow through both sides of the windbox is to create a strong layer moves. Thus, in the middle of the main combustion chamber will form a layer moves down slowly, while on both sides of the room, the media will be lifted FBC strong upward toward the center of the main combustion chamber and then come down slowly - land, and then raised again by the large volume of the windbox wind. This process will create a spiral flow (spiral flow) that occurs continuously in the main combustion chamber. The mechanism of spiral flow of media FBC can keep floating layer so that a uniform temperature. In addition, because the flow is moving at a very dynamic, the disposal of unburnt material is also easier.Then, when the media is a powerful FBC raised up at the top of the barrier wall, some will be turned toward the heat collection chamber. Because the space is also taking a hot air flow from the bottom, then the space will be formed layers move down slowly as well. As a result, the media FBC will flow from the main combustion chamber leading to the capture chamber heat and then back again into the main combustion chamber, forming a circulation flow (circulating flow) between the two spaces. Using a heating pipe installed in the room taking the heat, the heat from the primary combustion chamber flows through the mechanism of circulation taken earlier.In general, changes in the volume of air supplied to the heat collection chamber is directly proportional to the coefficient of thermal conductivity as a whole. Thus it is only by setting the volume of the wind, heat and temperature levels keterambilan on floating layer can be well controlled, so that the load settings can be done easily as well.To further improve the performance of the generation, the process on ICFBC then pressurized by entering the unit ICFBC into pressurized container (pressurized vessel), hereinafter referred to as pressurized ICFBC (PICFBC). With this mechanism in addition to water vapor, will be produced also a high-pressure combustion gases that can be used to rotate so that the generation of gas turbines in combination (combined cycle) can be realized.Generation Coal Gasification Combined WithIncreasing the efficiency of generation with a combination of mechanisms through the use of synthetic gas gasification process results as in A-PFBC, the next generation of technology lead to further intensify the use of coal gasification technology into the generation system. This effort eventually resulted in the generation system called the Integrated Coal Gasification Combined Cycle (IGCC).Since this paper only discusses the development of power generation technology, then an explanation of how the coal gasification process takes place will not be described here.IGCCAn outline flow chart IGCC power generation system is shown in figure 12Figure 12. Typical IGCC(Source: Clean Coal Technologies in
Figure 13. Nuon IGCC, Buggenum(Source: Thomas Chhoa, Shell Gas & Power, 2005)4. Elcogas 300MW IGCC Power Station, located in
see also previous article "Chemical
recovery boiler"